
- 20
- May
פּקב מענגע אופֿן
אין דעם פּראָצעס פון מאכן פּקב, מיר וועלן טרעפן די פּראָבלעם פון זאַץ. דעריבער, הייַנט איך ווילן צו רעדן צו איר וועגן די קראַנט קאַמפּאַזישאַן מעטהאָדס פון פּקב, אַרייַנגערעכנט די פאלגענדע:
1, קיין פּלאַץ מאָסאַיק
ספּייסינג פריי זאַץ איז צו באַזייַטיקן די ספּייסינג צווישן קליין אַפּאַראַט פּקב באָרדז. אין דעם וועג, עס איז קיין ספּייסינג צווישן קליין אַפּאַראַט פּקב באָרדז אין די ברעט, וואָס קען פירן צו טאָלעראַנץ פון פּקב ברעט פאָרעם. דעריבער, דעם זאַץ מאָדע קענען ווערן גענוצט פֿאַר פּקב באָרדז מיט לאַקס פאָרעם רעקווירעמענץ. פֿאַר פּקב ברעט פּלאַן מיט שטרענג פאָרעם רעקווירעמענץ, עס איז רעקאַמענדיד צו ויסמיידן דעם זאַץ מאָדע ווי ווייַט ווי מעגלעך.
2, זיגזאַג מאָסאַיק
צוריק פאָרעם זאַץ איז אַ זאַץ אופֿן אנגענומען דורך די ינזשעניעריע צוגרייטונג פּערסאַנעל איידער פּראָדוקציע אין סדר צו מאַקסאַמייז די יוטאַלאַזיישאַן קורס פון איין שפּאָן און רעדוצירן די וויסט פון יעדער ריס פון איין שפּאָן. ווי געוויזן אין פיגורע 1, עס קענען יפעקטיוולי פֿאַרבעסערן די יוטאַלאַזיישאַן קורס פון מאַטעריאַלס.
3, פאַרקערט סטיטשינג
פאַרקערט סטיטשינג איז אַ וועג צו מאַכן פול נוצן פון די מוסטער פּלאַץ דורך קאַמביינינג די צוריק סטיטשינג. עס זענען צוויי פּראָסט קאַסעס פון פליפּ פלאָפּפּינג: ערשטער, די פאָרעם פון קליין אַפּאַראַט פּקב איז “ל-שייפּט” און פליפּ פלאַפּט מיט יעדער אנדערע, און דעמאָלט די פאָרעם פון קליין אַפּאַראַט פּקב איז “ה-שייפּט” און פליפּ פלאַפּט מיט יעדער אנדערער. .
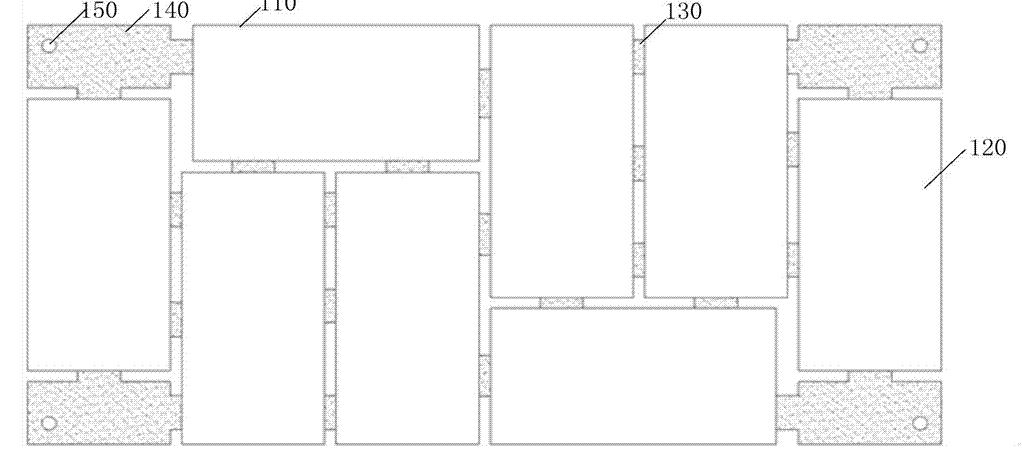
4、 פּראָגראַם זאַץ
פּראָגראַם זאַץ איז צו זאַמלען אַ מאַקראָו פּראָגראַם אין קאַם צו אַרייַנפיר די מאַקסימום פאָרעם פון קליין אַפּאַראַט פּקב קרייַז ברעט, און גלייך גיט די זאַץ אָפּעראַציע צו פאַרענדיקן דעם זאַץ. באַמערקונג: אין דעם פּראָצעס פון קלאָוזינג די פּקב, עס דאַרף זיין געניצט ווי די מאַקסימום אַוטליין פון די קרייַז ברעט. אַנדערש, עס דאַרף זיין געוויינט ווי די אַוטליין פון די קרייַז ברעט. אין דעם פּראָצעס פון קלאָוזינג די קרייַז ברעט, עס דאַרף זיין אויטאָמאַטיש קערעקטאַד ווי די אַוטליין פון די קרייַז ברעט. דעם וועג ראַדוסאַז די מיסטייקס געפֿירט דורך מענטשלעך סיבות און ימפּרוווז די עפעקטיווקייַט פון מאַכן אַרויף. מאַכן די פּראָגראַם מיט די “ט-שייפּט” ברעט אין פיגורע 3, און די רעזולטאַטן זענען געוויזן אין פיגורע 4. ווייַל עס זענען נישט פילע ספּעציעל-שייפּט באָרדז, אַפּלאַקיישאַן פֿאַרזאַמלונג איז דורכגעקאָכט אין רובֿ קאַסעס אין פּקב קרייַז ברעט פאבריקן.
5, געמישט זאַץ
היבריד זאַץ איז צו אויסקלייַבן די בעסטער פון די אויבן זאַץ מעטהאָדס און אַרייַנציען די אַדוואַנטידזשיז פון פאַרשידן קאַמפּאַזישאַן מעטהאָדס, וואָס קענען יפעקטיוולי פֿאַרבעסערן די יוטאַלאַזיישאַן קורס פון אויסלייג און איין שפּאָן. נעמען די “ה-שייפּט” פאַרקערט סטיטשינג זאַץ אין פיגורע 3 ווי אַ בייַשפּיל. אויב דעם זאַץ אופֿן איז אַ ביסל געביטן, די יוטאַלאַזיישאַן קורס פון אַ איין שפּאָן וועט זיין ימפּרוווד.
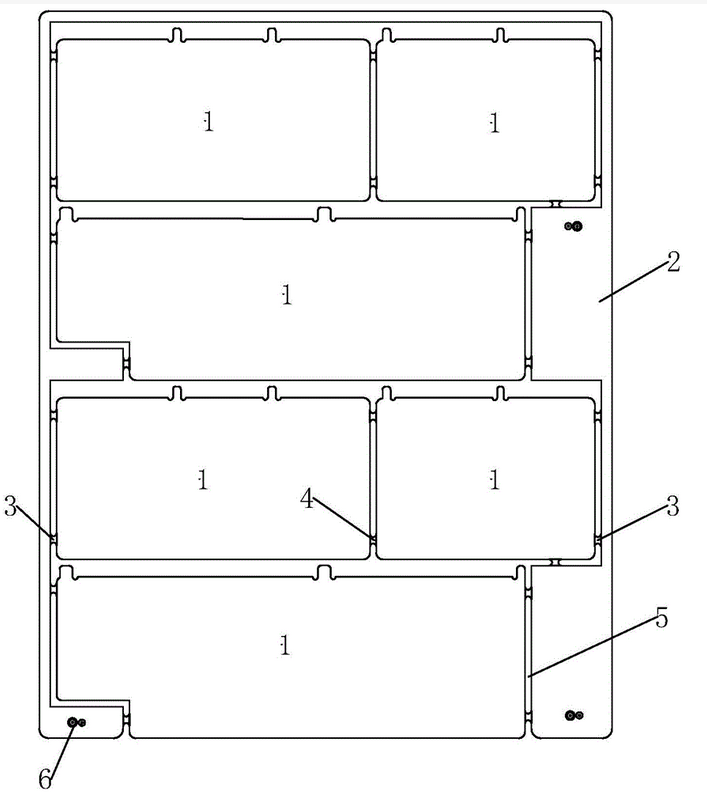
פירסטלי, די קליין אַפּאַראַט פּקב קרייַז ברעט איז קאַמביינד צו פאָרעם אַ “ל-שייפּט” גרויס אַפּאַראַט, און דעמאָלט די פֿאַרזאַמלונג איז געפירט אויס לויט די צוריק פאָרעם פֿאַרזאַמלונג. צום סוף, די קליין אַפּאַראַט איז סאַפּלאַמענטאַד צו פאַרענדיקן די פֿאַרזאַמלונג.
פֿאַר פאַרשידענע פּקב מאַניאַפאַקטשערערז, דער וועג צו קלייַבן דעם זאַץ איז אויך אַנדערש. פֿאַר די פאַל פון קליין פּעקל און קייפל טייפּס, דער פּראָגראַם זאַץ קענען זיין קאַנסידערד, מיט קורץ זאַץ צייט און נידעריק טעות קורס; פֿאַר מאַסע פּראָדוקציע, מיר דאַרפֿן צו באַטראַכטן די יוטאַלאַזיישאַן קורס פון מאַטעריאַלס און באַטאַלנעק ויסריכט, ווי געזונט ווי אנדערע וועגן פון זאַץ.