
- 05
- Oct
Детално објаснете го Летечкиот тест на коло
Објаснете го Летечкиот тест на коло во детали
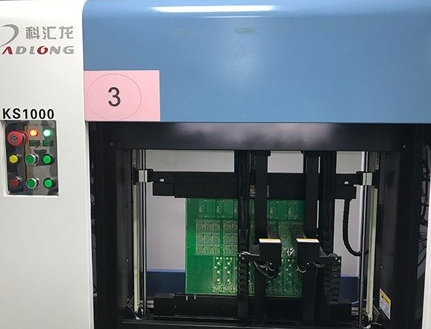
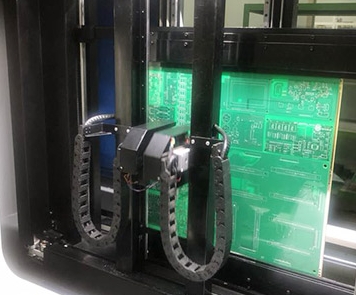
Принципот на тестирање на пински кола е многу едноставен. Потребни се само две сонди за поместување на x, y и Z за да ги тестираат двата краја на секое коло едно по едно, така што нема потреба да се прави уште еден скап приклучок. Меѓутоа, поради тестот за крајна точка, брзината на мерење е многу бавна, околу 10 ~ 40 поени / сек, па затоа е посоодветна за примероци и мало масовно производство; Во однос на густината на тестот, тестот за летачка игла може да се примени на плочи со многу висока густина, како што е MCM.
Принцип на тестер за летање со игла: тоа е да се користат четири сонди за да се спроведе високонапонска изолација и тест за спроводливост со низок отпор (тестирајте го отвореното коло и краток спој на линијата) за коло, додека документот за тестирање е составен од оригиналниот клиент и нашиот инженерски нацрт.
По тестот, постојат четири причини за краток спој и отворен спој:
1. Датотека со клиенти: тестерот може само да споредува, а не да анализира
2. Производство на производствена линија: искривување, отпорност на лемење и нестандардни знаци на плочка со ПХБ
3. Конверзија на процесни податоци: нашата компанија го усвојува инженерскиот нацрт -тест и некои податоци (преку) од инженерскиот нацрт се испуштаат
4. Фактори на опрема: проблеми со софтверот и хардверот
Кога ја примивме таблата што го положи нашиот тест и ја залепи, наидовме на блокада низ дупките. Не знам што го предизвика. Погрешно мислевме дека е наш тест, но исто така беше испратен. Всушност, постојат многу причини за блокирање на дупките.
Постојат четири причини за ова:
1. Дефекти предизвикани од дупчење: плочата е изработена од стакло од епоксидна смола. По дупчењето, во дупката има преостаната прашина, која не се чисти, а бакарот не може да се депонира по стврднувањето. Општо земено, ние ќе го тестираме во врската за тестирање на иглата за летање.
2. Дефекти предизвикани од таложење на бакар: времето на таложење на бакар е премногу кратко, дупката бакар не е полна и дупката бакар не е полна кога се нанесува калај, што резултира со лоши услови. (при хемиско таложење на бакар, постои проблем во една врска за отстранување на згура од лепак, отстранување на алкално масло, микро офорт, активирање, забрзување и таложење на бакар, бесконечен развој, прекумерно офорт, а остатокот од растворот во дупката не се мие чисто. Специфичните врски се детално анализирани)
3. Виаите на колото бараат премногу струја и не се однапред информирани за потребата да се згусне дупката бакар. Овој проблем често се јавува кога струјата е премногу голема за да се стопи дупката бакар по вклучувањето. Струјата на теоретската вредност не е пропорционална со вистинската струја, што резултира со директно топење на дупката бакар по вклучувањето, што резултира со не -континуитет на пропустот, што погрешно се смета дека тестот не бил извршен.
4. Дефекти предизвикани од квалитетот и технологијата на SMT калај: долгото време на престој во калајната печка за време на заварувањето доведува до топење на дупката бакар, што доведува до дефекти. Партнерите почетници не се многу точни во оценувањето на материјалот во однос на времето на контрола и прават грешки под материјалот на висока температура, што доведува до неуспех на топењето на бакарот во дупката. Тековната фабрика за плочи во основа може да го направи тестот за игли за летање на примероците, па ако се направи плоча треба да се најде 100% тест за летачка игла за да се избегнат проблеми пронајдени во рацете на плочата.
Заклучок: преку учење, ќе знаеме повеќе за малите детали од тестот за летачка игла и ќе знаеме каде да одиме во нашата работа.